- HOME
- パンチングメタル 開孔率自動計算
パンチングメタル 開孔率自動計算ツール
パンチングメタル 開孔率自動計算
開孔率:パンチング加工により打ち抜いた開孔部分の占める割合を開孔率といいます。
孔形状、孔径、ピッチ、配列などの条件の違いにより開孔率の計算式も異なります。
この自動計算フォームを使っていただくと開孔率の理論値を簡単に求めることができます。ぜひご活用ください。
必要な項目を「半角数字」で入力して開孔率を求めてください。(注:全角数字では動作しません)
ご注意:算出された数値は加工精度や加工の可能性を保証・宣言するものではございません。あらかじめご了承ください。
丸孔
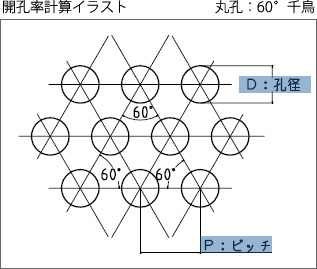
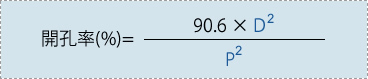
丸孔60°千鳥
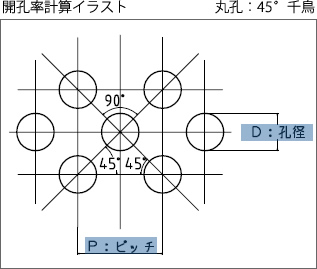
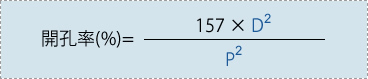
丸孔45°千鳥
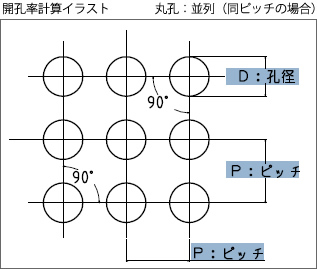
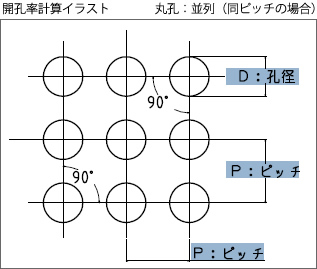
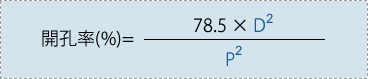
丸孔 並列
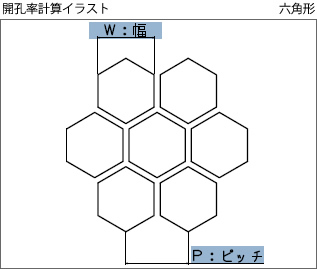
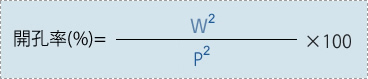
六角形
正六角形60°千鳥
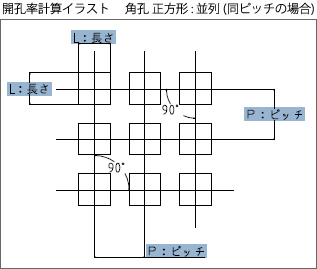
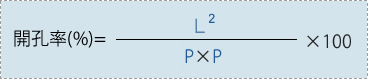
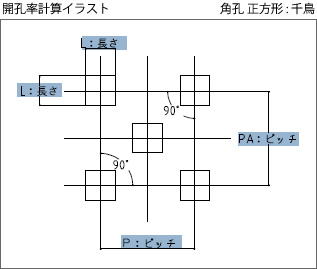
角孔
角孔 並列 (角孔が正方形・同ピッチの場合)
角孔 千鳥 (角孔が正方形・角度指定は無)
長孔
長丸孔 並列 (角度指定は無)
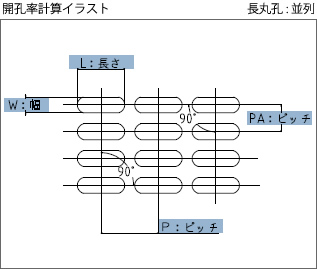
![開孔率(%)=[(縦の孔×横の孔)-(0.215×縦の孔の二乗)] / (ピッチ×ピッチ)×100](/img/tools/formula3_1.jpg)
長丸孔 千鳥 (角度指定は無)
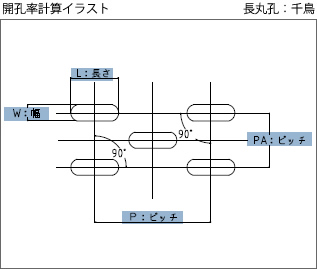
![開孔率(%)=[2×(縦の孔×横の孔)-(0.43×縦の孔の二乗)] / (ピッチ×ピッチ)×100](/img/tools/formula3_2.jpg)
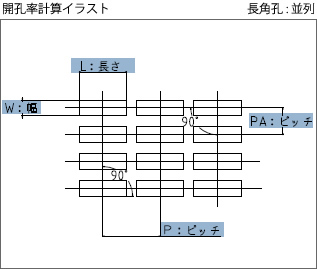
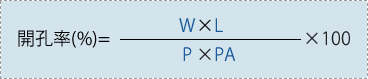
長角孔 並列 (角度指定は無)
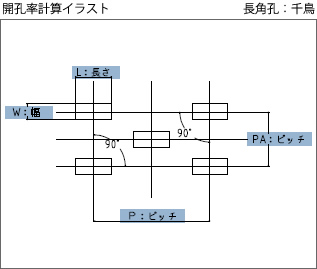
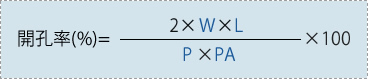
長角孔 千鳥 (角度指定は無)
パンチングメタル 質量自動計算
必要な項目を「半角数字」で入力して開孔率を求めてください。(注:全角数字では動作しません)
尚、本計算はフチの部分が無い状態での式となっております。フチや切断箇所により変動がありますので、計算結果はあくまで目安としてご利用ください。
| 材料別比重表 | |
|---|---|
| 材質 | 比重 |
| SUS304 | 7.93 |
| SUS316 | 7.98 |
| SUS430 | 7.7 |
| アルミ(A1100/A1050) | 2.72 |
| アルミ(A5052) | 2.68 |
| 鉄(SPCC/SPHC-P) | 7.85 |
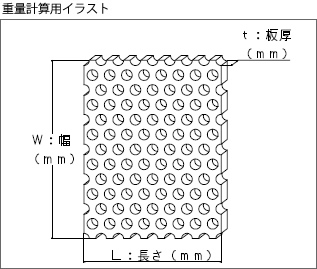
![質量計算(㎏)= 比重×板厚×(幅/1000)×(長さ/1000)×[(100-開孔率(%)) / 100)]×枚数](/img/tools/formula4_1.jpg)
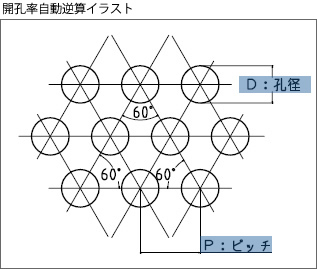
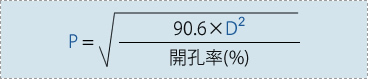
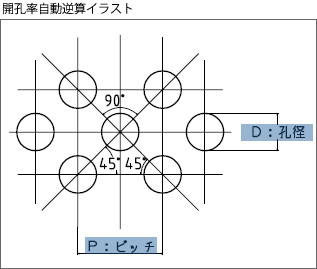
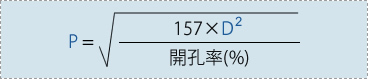
パンチングメタル 開孔率自動逆算
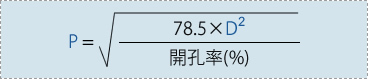
この自動計算では、必要な孔径(D)と開孔率を入れていただくと、その開孔率を得るために必要なピッチ(P)を算出することができます。
尚、結果として出るピッチは計算上の値です。厚みや材質によっては打抜かれたあとの骨の部分が弱すぎて実用に向かない場合もありますので、計算したものが実際に製作できるかどうかはこちらからお問い合わせください。
丸孔60°千鳥
丸孔45°千鳥
丸孔 並列